

浅谈粉末涂料制造设备和生产工艺中应注意的问题
1引言
粉末涂料作为高效、节能、省资源和环保型的涂料品种,得到世界各国的重视,特别是得到我国的重视。
虽然我国的粉末涂料工业起步较晚,但是由于得到国家和全民的重视,改革开放30年来发展很快,现在已经成为世界粉末涂料生产第一大国,占世界粉末涂料总产量的一半。
据有关资料显示:2008年的产量为72万t,预估2009年的产量比2008年增长15%达到80万t以上。
粉末涂料工业的发展也促进了相应的环氧树脂、聚酯树脂、固化剂、助剂等配套原材料工业的发展,同时也促进了配套的粉末涂料制造设备工业的发展。
现在包括外资企业在内绝大部分企业都使用国产粉末涂料制造设备,不仅大中小型生产设备和实验室用设备都可以制造,产品质量也得到了很大的提高,每年有相当数量的成套设备出口到世界各国。
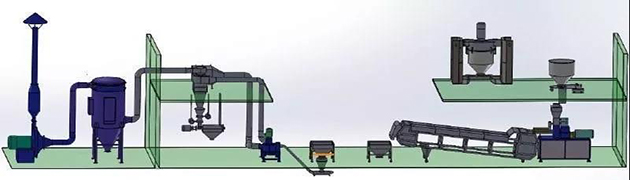
粉末涂料的产品质量,不仅取决于原材料的质量,还取决于粉末涂料制造设备和工艺条件的控制。众所周知,粉末涂料的制造设备主要由高速混合机、挤出机、冷却辊、冷却带、破碎机、空气分级磨、旋风分离器及过筛机等组成。
从生产工艺考虑包括:原材料称量和高速混合机预混料工序;挤出机熔融挤出混合、冷却辊和冷却带冷却及破碎机破碎工序;空气分级磨细粉碎和旋风分离器分级及过筛机分离工序;产品包装工序等。
关于粉末涂料的制造设备、生产工艺方面的问题有很多文章报道[1-2],下面根据多年的生产经验,具体谈粉末涂料生产设备和工艺控制中应该注意的有关问题。
2称量和预混合
称量是粉末涂料制造中最关键的工序之一,称量用具感量的选择和称量过程的准确性是决定配方的准确性和粉末涂料产品品质的重要因素。
因此必须根据配方中物料的质量多少,选择合适感量的量具进行称量,最好使用称量方便的电子秤,有条件的情况下,在称量过程中应进行复核。
为了在称量和投料中的方便,对量大的树脂、钛白粉、硫酸钡等原料,经对物料的整包装质量复核后,能够整包装投料的就整包装投料,其余的零头进行具体称量。
称量好的物料进行预混合,在预混合中使用的设备一般是高速混合机和自动混合机。高速混合机的优点是设备简单,价格低廉,使用也方便;缺点是设备固定在一个地方不能随意移动,料罐底部清扫不方便,换色时也稍微麻烦。
自动混合机的优点是设备自动化程度高,清扫和换色比高速混合机方便,设备可以移动,可以供多台挤出设备使用;缺点是设备大移动不方便,价格高,一次投资大。
在使用预混合设备时,应注意如下问题:
⑴认真检查设备,尤其是电机转动轴等部位的密封情况,及时排除密封和连接部位物料的堵塞或黏结等问题。
⑵认真清扫设备,防止对新物料的干扰和污染。
⑶根据物料情况,选定好破碎时间和混料时间。
⑷为了使物料混合均匀,对环氧和聚酯树脂等颗粒大的物料进行预粉碎。
⑸对于同一配方,每次投料的物料顺序应保持一致,混料时间也固定不变,在配方中量少的颜料和助剂等物料避免放在搅拌轴芯部位,尽量放在料罐的边缘部位使物料在搅拌分散时分散得更均匀。
⑹为了使物料混合均匀,原则上投料量不要超过混料罐容量的80%。
⑺从安全和卫生考虑,混料罐上面应安装排风设备,在配料和混料时及时排除产生的粉尘。
3熔融挤出混合和冷却破碎
为了使粉末涂料配方中的各种成分分散均匀,并使每个粉末涂料粒子中的组成成分完全一样,预混合的物料需再用挤出机进行熔融挤出混合,使配方中的物料更好地分散均匀。
因为用这种工艺处理可以保证粉末涂料粒子中的成分一致,从而保证粉末涂料静电喷涂时的带电性能和涂膜性能的稳定,所以熔融挤出混合工序是保证粉末涂料内在质量的最重要工序。
为了防止物料继续进行化学反应影响粉末涂料质量,并把熔融挤出的物料冷却和细粉碎,一般使用冷却辊和冷却带进行冷却至室温;同时用破碎机破碎成可以进行细粉碎的1mm×5mm×5mm左右的漆片。
熔融挤出机目前国内主要使用的是双螺杆挤出机和往复式单螺杆挤出机,其中双螺杆挤出机使用得更普遍。
从挤出机的熔融混合效果、设备的清洗容易程度、物料的温度控制等性能方面比较,往复式单螺杆挤出机的性能优于双螺杆挤出机。
但设备的结构比较复杂,维修和更换螺筒和螺杆配件比双螺杆挤出机麻烦、加工物料的要求高(例如不能进入金属异物)和设备的价格比较贵等是往复式单螺杆挤出机的缺点,因此需根据生产的粉末涂料品种的要求选择性价比合适的挤出机的类型。
随着我国粉末涂料制造设备的技术进步,设备的品种增多,产品质量也有很大提高,单从挤出机来说加工精度和生产效率比以前提高很多,因此粉末涂料的分散效果得到改进,同样螺杆直径下生产量提高很多。
然而由于螺杆之间的间隙减少和螺杆转速的提高,使物料的挤出温度明显提升,由原来的120℃提高到现在的140℃左右。
因此对挤出机的温度控制提出更高的要求,同时对挤出物料的冷却也提出更高的要求。
从双螺杆挤出机来说,一般螺杆的送料段和熔融段之间的固体至熔体的过渡段的磨损最大,需要考虑这一部分的螺杆材料选择耐磨性好的材质,并采用容易更换的模块结构是非常必要的。
这样可以延长设备的使用寿命和保证设备使用的稳定性。虽然单螺杆挤出机的冷却是可以通过螺杆内部通水来控制,但是双螺杆挤出机的螺杆内部冷却技术的难度是很大的。
曾有单位试验过双螺杆内部通水冷却的方法,然而螺杆的密封的稳定性等问题没有得到满意的解决。因此双螺杆挤出机的螺杆冷却技术还没有得到满意的解决,这是控制挤出机挤出物料温度的关键问题。
另外,由于挤出机转速的提高使挤出机的生产量得到提高,然而变速箱的噪声变大,噪声加大的影响问题也需要解决。
如上所述的挤出机挤出物料的温度升高和控制挤出物料温度难是出现的新问题。在挤出机的加料漏斗上,为了防止物料架空,最好安装振动或脉冲装置来防止物料断流,保持加料速率的稳定性也是必要的。
在使用挤出机时应注意下列问题:
⑴根据粉末涂料品种,选择好挤出机送料段、熔融段和均化段的控制温度。
⑵开始生产时,用配方中的物料或树脂清洗挤出机;为了防止涂膜产生质点(颗粒),经一段时间使用(或生产一定量)以后定期用聚氯乙烯、聚乙烯、稻谷、玉米等物料清洗挤出机,清除附着在螺杆和螺筒上的胶化物,特别是对生产涂膜外观要求高的品种时更要注意这个问题。
⑶根据设备的生产能力,调节好挤出机主电机的转速和加料器的加料速度。
⑷从物料的化学稳定性考虑,挤出机的内部物料温度在足以使物料熔融混合均匀的条件下,尽量在低温下进行熔融混合,特别是低温固化粉末涂料品种,使挤出物料温度保持在较低的温度,避免物料在挤出过程中发生化学反应,从而影响粉末涂料的质量。
⑸在挤出机停机时,必须用配方中的树脂推出螺筒里含有固化剂的物料,防止物料在螺筒中固化而影响设备的使用;而且重新开机时,必须用生产配方中的物料挤出螺筒中的树脂物料,而且这些树脂物料须单独放置,清机时使用或作为废料处理,防止这些物料进入正常生产产品中,干扰产品涂膜外观等质量。
⑹在使用挤出机时,定期除去挤出机出料口的附着物并与正常产品分离开。因为这种附着物中的胶化物多,如果带进细粉碎工艺,容易造成涂膜的质点(颗粒),因此把这些物料与副产品单独处理。
⑺在临时停电时,一方面加大冷却水使挤出机中的物料迅速冷却,另一方面加少量树脂用手工摇动棒摇电机推出部分物料,防止物料固化在挤出机螺筒内。
为了使挤出的物料迅速冷却和防止继续进行化学反应,一般先用冷却辊压成1mm左右厚度的漆片并进行冷却,再用冷却带冷却至室温,然后用齿轮破碎机破碎至可以进行细粉碎的物料。
冷却辊一般是用辊筒内部通冷却水的方法进行冷却,根据水温情况夏季可以使用冷冻水或冷却塔处理的凉水。
冷却带的冷却方法很多,其中有水冷却、风冷却、风水结合冷却等;冷却带有钢带、履带、网带等形状;冷却带的结构有封闭式、敞开式等,其各有各的特点,根据用户的要求和环境条件选择合适的冷却设备和冷却方式。
在选择和使用冷却设备时应注意如下问题:
⑴挤出机的生产能力与冷却设备的生产能力要相匹配,特别是夏季高温季节冷却设备的生产能力要满足挤出机生产能力的要求。
⑵冷却辊的直径、长度,冷却带的宽度、长度等设备参数要完全满足挤出物料冷却至破碎时所需要的温度,特别是夏季高温季节生产量和生产温度的要求。
⑶根据产品涂膜外观质量的要求,选择封闭式或敞开式的冷却设备。对涂膜外观要求比较高的家用电器用粉末涂料的生产,最好选择封闭式冷却系统,这有利于防止环境中的粉尘等污染物对粉末涂料质量的影响,特别是对涂膜外观清洁度和质点(颗粒)等的影响。
⑷从粉末涂料产品质量的稳定性考虑,一般破碎物料的温度不要超过35℃,最好是33℃以下,特别是夏季生产时环境温度较高,注意破碎物料的温度不要太高,防止粉末涂料产品温度过高而影响粉末涂料的贮存稳定性。
⑸从细粉碎的效率考虑,破碎漆片的厚度和大小不要太大。
⑹挤出物在冷却后移动和在破碎摩擦过程中容易产生静电,为了防止设备带静电,所有设备都要接地,特别是装漆片的移动料槽也要做好接地,防止静电对人体的刺激而造成意外伤害。
4细粉碎和分级过筛
经熔融挤出混合后破碎的物料,为了达到静电粉末涂装要求的粉末涂料粒度分布,还需要用空气分级磨(俗称ACM磨)进行细粉碎,然后用旋风分离器分离除去超细粉末涂料,再用过筛设备除去过粗粉末涂料,得到适用于粉末涂料静电涂装的产品。
细粉碎工艺是保证粉末涂料粒度分布和静电粉末涂装效果的重要环节。在这个工艺中,空气分级磨的性能是决定粉末涂料粒度分布的关键设备。
如果设备的性能好,粉末涂料的粒度分布适用于静电粉末涂装的要求,粗粉和超细粉含量少,产品的收率很高,达到96%以上。
在空气分级磨中,粉碎的物料通过副磨进行分级,达到设定粒度要求的粉末进入旋风分离器进行分离,未达到要求的粗粉仍留在空气分级磨中进行再粉碎。
进入旋风分离器的粉末,分离出的超细粉末送至布袋过滤器进行回收,粗粉输送至筛粉机进行分离;通过筛粉机筛网的是产品,未过筛网的过粗粉是副产品。在整个细粉碎和过筛过程中,引风机起到输送物料的作用。
在使用空气分级磨时应注意如下问题:
⑴空气分级磨的生产能力应与挤出机的生产能力配套,特别是还要考虑到空气分级磨生产能力受气温的影响,在夏季生产能力下降的实际问题。
⑵空气分级磨的生产能力还要跟筛粉机的生产能力相配套。
⑶空气分级磨粉碎的粉末涂料粒度分布满足静电粉末涂装要求,通过空气分级磨的主磨电机速度、副磨电机速度、加料电机速度的调节来控制粉末涂料的粒度分布,还通过旋风分离器的分离效果、引风机的风门大小等参数来控制超细粉的含量,一般超细粉的含量应不超过2%。
⑷因为气温影响粉末涂料的粉碎效果,特别是夏季和冬季的粒度分布差别较大,具体表现在生产量上,为了保证粉末涂料的粒度分布稳定,在不同季节测定粒度分布,并及时调整粉末涂料的粒度分布相接近,使粉末静电涂装效果不发生较大的变化。
⑸在夏季车间环境温度较高,影响破碎漆片的细粉碎效果,最好在空气分级磨的进风口安装冷风机,降低粉碎物料和粉碎设备的温度,保证粉碎产品的温度低于35℃,防止粉末涂料结块,保证粉末涂料的松散性和贮存稳定性。如果有条件,生产车间使用中央空调更好。
⑹对于粉末涂料成品中添加助剂如松散剂等时,过去一般采用从空气分级磨的进风口添加,这种方法有利于助剂的分散均匀,但是容易使助剂抽吸到布袋过滤器中,助剂的损失严重;
近来采用在旋转阀下面往筛粉机里添加的方法,这样不仅可以做到助剂没有损失,还可以做到助剂的分散均匀,根据用户的设备情况和助剂品种选择合适的生产工艺。
⑺防止设备产生静电,做好设备接地。
⑻从环境保护和安全考虑,存放产品的附近安装排风装置,防止粉尘污染和粉尘爆炸等危害。
⑼为了提高生产速度和生产效率,破碎漆片的料槽的底部和空气分级磨的进料口直接用管道连接,可以避免物料的搬运,利用料槽底部的送料机和引风机的吸引力把破碎物料吸进空气分级磨进行粉碎。
在使用筛粉机和布袋过滤器时应注意如下问题:
⑴筛粉机的筛网目数,根据粉末涂料涂装工艺要求和涂膜厚度要求或者粉末涂料粒度分布要求进行选择,对于要求薄涂层的要选择目数高的,要求厚涂层的选择目数低的筛网。
⑵必须经常检查筛网的破损情况,不要等到筛网破损以后再更换,最好根据筛网磨损情况的生产经验,每次筛网生产量达到一定程度后及时更换,避免中途筛网破损而影响产品质量。
⑶为了防止产品中的超细粉末过多,及时检查布袋过滤器的过滤效果,必要时对布袋进行清洗或更换新的布袋。为了容易清扫和回收使用超细粉末,在生产品种单一、产量又大的粉末涂料时,尽量使用布袋容易清扫和更换布袋的设备。
⑷在过筛后留下的粗粉中,因为容易引起涂膜质点(颗粒)的成分多,如果集中粉碎会影响粉末涂料的产品质量,所以根据产品涂膜外观的要求,对于产品质量要求高的把粗粉作为副产品处理,要求不高的每次少量分多次分散加到细粉碎物料中粉碎处理。
5产品包装
为了防止粉末涂料吸潮和包装的牢固,最好采用双层塑料袋包装,从粉末涂料的贮存稳定性考虑,最好在粉末涂料物料温度低于35℃以下时进行包装。在大批量生产中,最好进行自动或半自动包装以减轻劳动强度,提高生产效率。
6结语
粉末涂料制造设备和工艺的控制与粉末涂料用原材料质量一样,同样是决定粉末涂料产品质量的重要因素。
特别是选择好粉末涂料制造配套设备以后,要控制好各个工序设备的工艺参数,重视关键设备例如高速混合机、挤出机、冷却带、破碎机、空气分级磨、筛粉机等在使用中的注意事项是保证产品质量的关键。


 粤公网安备 44060502001516号
粤公网安备 44060502001516号